Maschine
Auslegung meiner Dampfmaschine
Da ich die Maschine selber bauen wollte, hielt ich Umschau nach Bauplänen und dem dazu gehörenden Gussteilesatz. Ich wurde nur bei englischen Lieferanten fündig. Deren Maschinen brachten aber entweder nicht die erforderliche Leistung, oder der Gussteilesatz (inklusive Versand) erschien mir zu teuer.
Deshalb entschied ich mich zu einer Eigenkonstruktion, wobei ich die fertig gegossenen Zylinder bei Herrn Ball in Stein am Rhein beziehen konnte. Diese Zylinder waren in der ursprünglichen Konstruktion Dampfzylinder für Gartenbahnlokomotiven.
Aus dieser Zylinderkonstruktion ergab sich automatisch die Art meiner Dampfmaschine:
- Hackworth-Umsteuerung

- Rundschieber gesteuerte 2-Zylindermaschine
- Kolbendurchmesser 80 mm
- Kolbenhub 100 mm
- Schieberkolbendurchmesser 40 mm
- Schieberkolbenhub 20 - 30 mm (entspricht ca. 50 - 75% Füllung)
Konstruktion
Verschiedene Konstruktionsansichten
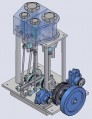




Dampfmaschine als 3D Ansicht (PDF-Format)
Die Wellenleistung PB berechnet sich wie folgt:
PB = ( A * z * H * n * Pm * hm ) / 3057 in Watt
Wobei:
A = Kolbenfläche in cm2
z = Zylinderzahl
H = Kolbenhub in mm
n = Drehzahl / min
Pm = mittlerer Dampfdruck im Zylinder in bar
hm = mechanischer Wirkungsgrad der Maschine
3057 = Konstante, welche den Doppelten Weg des Kolbens während einer Umdrehung und die Umrechnung in Watt enthält.
demnach beträgt die Leistung bei folgenden Werten:
A = 50.27 cm2
z = 2
H = 100 mm
n = 200 U/min
Pm = 6 bar
hm = 0.7
PB = (50.27 * 2 * 100 * 200 * 6 * 0.7 ) / 3057 = 2815Watt
Diese Leistungsberechnungen sollen nur etwa die Grössenordnung aufzeigen, weil die Parameter n , Pm und hm nur angenommene Werte sind, und so eine Ungenauigkeit von etwa +/- 20% entsteht.
Stand der Arbeiten

il Maestro, mein Vater und Lehrer des Feinmechanikerhandwerks beim Fräsen der Zylinder.

Kreuzkopfführung: Teflonbüchsen auf gehärteten Nirosäulen und Kreuzkopf aus Aluminium.

Pleuelstangen (rostfrei 1.4301) und Exzenter für die Rundschieber. Die beiden Exzenter sind aus 10mm Chromstahl mit dem Laser herausgeschnitten worden und müssen noch ausgedreht und gebohrt werden. Im Vordergrund das Zapfenlager, welches dann im Schlitz der Umsteuerung (Hackworth-Umsteuerung) hin- und herfährt

Beide Zylinder und Schieberbüchsen aus Grauguss. Es fehlen noch die 64 Gewinde für die Befestigung der Kolben- bzw. Schieberkolbendeckel.

Oberere und untere Kolben- und Schieberkolbendeckel aus Chromstahl. Bei den Kolbendeckeln ist die schräge Anfräsung für den Dampfeinlass schön zu sehen.

Zahnriementrieb, welcher eine Übersetzung von 1:1.8 ins Schnelle vornimmt. Unten sind die Stehlager für die Antriebswelle zu sehen.

Geschweisstes Chromstahlundament und Chromstahlsäulen. Kugelgelagerte Kurbelwelle mit Kugellagern auf den Kurbelzapfen. Für die beiden Exzenter sind ebenfalls Kugellager mit einem Durchmesser von 115mm vorhanden.

Im Vordergrund der Steuerblock für die vier Zischhähne, rechts die Kreuzkopfführung.

Im unteren linken Bildrand ist einer der beiden Steuerschieber zu sehen. Links auf dem Fundament ist die Kondenswasserpumpe und rechts die Speisewasserpumpe zu sehen. Vorne in der Mitte das grosse Zahnriemenrad, welches dann mittels TAPER-LOCK Spannbüchsen auf die Antriebswelle geklemmt wird.

In der Bildmitte links die beiden Antriebskolben und daneben mit den bronzenen Stopfbüchsen die beiden unteren Schieberkolbendeckel mit den Führungen für die Schieberkolben.

Ansicht der montierten Maschine von vorne. In der Bildmitte ist gut die Säulenkreuzkopf-Führung zu sehen.

Hier die Hackworth-Umsteuerung in einer Detailaufnahme. Der Mechanismus für die variable Einstellung der Umsteuerung ist noch nicht montiert.


Links der hydraulische Umsteuermechanismus auf der Maschine, rechts derjenige mit dem Handgriff und Raster, welcher neben dem Steuerrad zu stehen kommt. Der Raster wurde mit einem Hochdruckwasserstrahl aus 10 mm dickem Chromstahl aufs Mass fertig herausgeschnitten.